How does the rigid-flex PCB market contribute to the development of the new energy vehicle industry?
With the global attention to environmental protection and sustainable development, the new energy vehicle industry is ushering in a golden period of vigorous development. Against this background, the rigid-flex board market, with its unique advantages, is becoming an indispensable part of the new energy vehicle industry.
1. Application of rigid-flex boards in new energy vehicles
Battery management system: The battery management system is the “heart” of new energy vehicles, responsible for monitoring battery status, managing battery charging and discharging processes, etc. With its excellent electrical performance and reliability, the rigid-flex board ensures the efficient operation of the battery management system, thereby ensuring the endurance and safety of new energy vehicles.
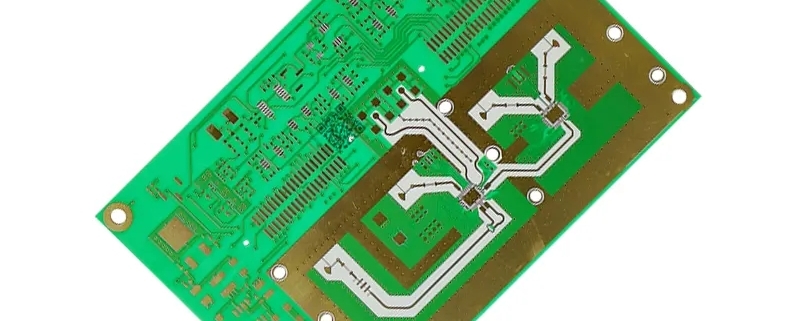
Motor control system: The motor control system is the power source of new energy vehicles, and has extremely high requirements for circuit connection and signal transmission. The high-frequency signal transmission capability and excellent mechanical properties of the rigid-flex board provide a stable operating environment for the motor control system, ensuring the power performance and driving experience of new energy vehicles.
On-board electronic system: With the development of intelligent and networked new energy vehicles, on-board electronic systems are becoming more and more complex. With its thin and foldable characteristics, the rigid-flex board realizes the high integration and miniaturization of on-board electronic systems, meeting the requirements of new energy vehicles for space utilization and portability.
Image
II. The driving role of the soft-hard board market in the new energy vehicle industry
Improve the performance of new energy vehicles: The high performance of the soft-hard board provides a stable operating environment for the key components of new energy vehicles, thereby improving the performance of new energy vehicles. Whether it is the cruising range, power performance or driving experience, the soft-hard board plays an important role.
Promote technological innovation of new energy vehicles: With the continuous advancement of soft-hard board technology, the technological innovation of new energy vehicles has also been accelerated. For example, the application of soft-hard boards has promoted the integration and intelligence of vehicle electronic systems, bringing more possibilities for new energy vehicles.

Reducing the cost of new energy vehicles: The thin and foldable characteristics of the soft-hard board have achieved high integration and miniaturization of new energy vehicle equipment, reducing the consumption of materials and energy. At the same time, with the improvement of production technology and the increase in the degree of automation, the cost of the soft-hard board is also gradually decreasing, providing greater cost advantages for the new energy vehicle industry.
III. Challenges and opportunities faced by the soft-hard board market
Although the soft-hard board market plays an important role in the new energy vehicle industry, it also faces some challenges. For example, technical difficulty and cost issues are still the main factors restricting the development of the soft-hard board market. However, with the rapid development of the new energy vehicle industry and the continuous growth of market demand, the rigid-flex board market has also ushered in huge opportunities.
In order to seize opportunities and meet challenges, the rigid-flex board market needs to increase R&D investment and promote technological innovation and industrial upgrading. At the same time, strengthen cooperation and exchanges with the new energy vehicle industry, deeply understand market demand and technological trends, and provide the new energy vehicle industry with better quality and more efficient products and services.
The rigid-flex board market is becoming an indispensable part of the new energy vehicle industry with its unique advantages. Through technological innovation and industrial upgrading, the rigid-flex board market will inject more power into the development of the new energy vehicle industry and promote the new energy vehicle industry towards a better future.